全国咨询热线
186-7652-6988
欢迎光临乐竞体育·(中国)官方网站官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.twillnyc.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
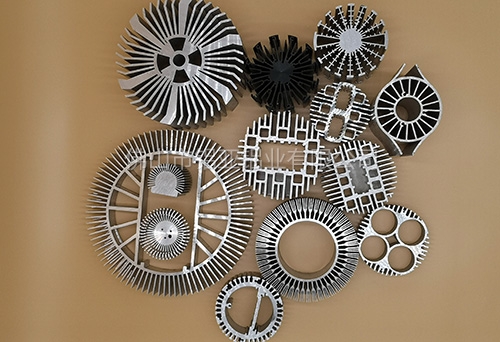
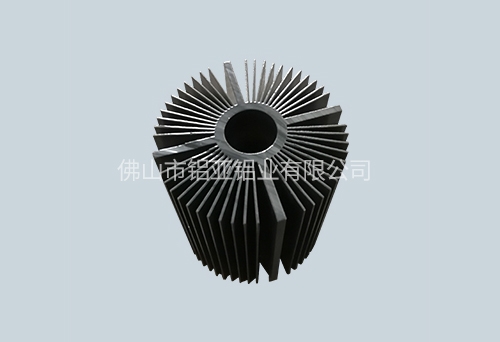
铝合金因质轻美观、良好的导热性和易加工成复杂的形状,被广泛地用于散热器材上。铝合金散热器材主要有三种类型:扁宽形,梳子形或鱼刺形;圆形或椭圆圆形外面散热片呈放射状;树枝形。
它们的共同特点是:散热片之间距离短,相邻两散热片之间形成一个槽形,其深宽比很大;壁厚差大,一般散热片薄,而其根部的底板厚度大。因此给散热型材的模具设计、制造和生产带来很大的难度。散热器铝型材有一部分尺寸较小、形状对称的产品比较容易生产,大部分散热器型材扁宽形,外形尺寸较大,有的不对称,散热片之间的槽形深宽比很大,其生产难度较大。需要从铸锭、模具、挤压工艺几方面配合,才能顺利生产出散热器型材。

铸锭的合金成分要严格控制杂质含量,保证合金万分的纯洁度。对于6063合金要控制Fe、Mg、Si的含量。Fe的含量应小于0.2%,Mg、Si的含量一般都控制在国家标准的下限,Mg含量0.45%~0.55%,Si含量0.25%~0.35%。铸锭要经过充分的均匀化处理,使铸锭的组织、性能均匀一致。
铸锭的表面要光滑,不允许有偏析瘤或粘有沙泥。铸锭的端面要平整,不能切成台阶状或切斜度太大(切斜度应在3㎜以内)。因为台阶状或切斜度太大,用平面模挤压散热型材时,如果没有设计导流樫,铸锭直接碰到模具,由于铸锭端面不平,出现有的地方先接触模具,产生应力集中,易把模具的齿形挤断,或造成出料的先后不一,容易产生堵模或挤压成型不好的现象。
因为散热器型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。因此模具钢材的质量必须可靠。

散热器型材要能顺利挤压成功,关键是模具的设计要合理,制造要准确。一般尽量避免铸锭直接挤压到模具工作带上。
对于设计比较成熟的断面,用嵌镶合金钢模具也是一个较好的方法,因为合金钢模具有较好的刚性和耐磨性,不易产生变形,有利于散热器型材的成形。
为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(0.6~0.85倍)。特别是在试模和挤压一根铸棒时,为确保能顺利生产出合格的产品,好用更短的铸棒,即正常铸棒长度(0.4~0.6)倍的铸棒来试模。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)